在PCBA(印制电路板组装)方案板的开发与制造中,多层板的焊盘设计是确保产品质量、可靠性与可制造性的关键环节。其中,“半盖半露设计”与“等大设计”是两种常用且高效的设计策略,尤其适用于高密度、高可靠性要求的电子设备。本文将深入解析这两种设计方法的原理、优势及实施要点。
一、 半盖半露设计:平衡焊接强度与可检测性
“半盖半露设计”通常指在多层板的焊盘设计上,阻焊层(Solder Mask)仅覆盖焊盘的一部分,而另一部分暴露出来。这种设计巧妙地在焊接强度、工艺适应性和后期检测之间取得了平衡。
1. 核心原理与结构:
- 半盖部分: 阻焊层覆盖焊盘靠近元件体或板内侧的区域。这有助于在回流焊过程中,控制焊锡的流动,防止焊锡过度爬升导致短路或虚焊,同时为焊点提供一定的机械保护。
- 半露部分: 焊盘外侧或末端部分完全暴露。这确保了焊锡有充足的、无阻碍的润湿区域,形成良好的冶金结合,从而获得牢固的焊点。暴露的部分也是自动光学检测(AOI)或X射线检测的关键特征区域,便于清晰识别焊点形状和质量。
2. 主要优势:
- 提升焊接可靠性: 暴露区域保证焊锡充分铺展,形成可靠的电气连接;覆盖区域引导焊锡流向,减少桥连风险。
- 增强工艺窗口: 对焊膏印刷和贴片的微小偏差容忍度更高,提升了直通率。
- 便于质量检验: 清晰的焊盘边界和焊点轮廓,极大方便了AOI等自动检测设备的判定。
- 适用于细间距器件: 对于QFP、BGA等元件的焊盘,此设计能有效防止焊球间的短路。
3. 设计实施要点:
- 尺寸精准控制: 需根据元器件引脚尺寸、焊膏特性及工艺能力,精确计算阻焊开窗(即暴露部分)的大小和位置。通常,暴露部分应至少保证引脚宽度的50%-70%。
- 与PCB制造商沟通: 明确阻焊层对齐精度(Registration)要求,确保设计意图能在生产中准确实现。
二、 等大设计:简化工艺与提升一致性
“等大设计”是指元器件的焊盘尺寸与元器件引脚或焊端的尺寸基本保持一致,或遵循一个简单、统一的比例规则,而非采用传统的“引脚宽度+补偿值”的差异化设计。
1. 核心原理:
其理念是简化设计规则,使焊盘形状和尺寸尽可能接近元器件的实际焊接面。这减少了因焊盘尺寸差异带来的焊锡量不均、立碑、移位等缺陷。
2. 主要优势:
- 简化设计流程: 减少复杂的尺寸计算,降低设计错误概率,提高设计效率。
- 优化焊点形态: 焊锡在近似等大的区域内凝固,形成的焊点更规整,应力分布更均匀,长期可靠性更佳。
- 提升贴装稳定性: 贴片机在识别和放置元件时,定位基准更清晰一致。
- 利于微型化: 在元件尺寸不断缩小的趋势下,等大设计能更有效地利用有限的板面空间。
3. 设计实施要点:
- 严格参照元器件规格书: 以器件供应商提供的推荐焊盘图纸为首选依据。
- 考虑工艺余量: 在“等大”的基础上,仍需结合具体SMT工艺(如焊膏印刷厚度)微调,通常会有极小的正向补偿(如每侧0.05mm-0.1mm)。
- 区分元件类型: 对于chip元件(电阻、电容),等大设计应用成熟;对于IC类,需特别注意引脚间距和共面性要求。
三、 在PCBA方案板中的综合应用
在实际的PCBA方案板开发中,“半盖半露”与“等大”设计并非孤立存在,而是常常结合使用,以实现最佳效果。
- 对于标准阻容元件: 可采用“等大设计”确定焊盘主体尺寸,再辅以“半盖半露”的阻焊设计,既能保证焊接强度,又便于检测。
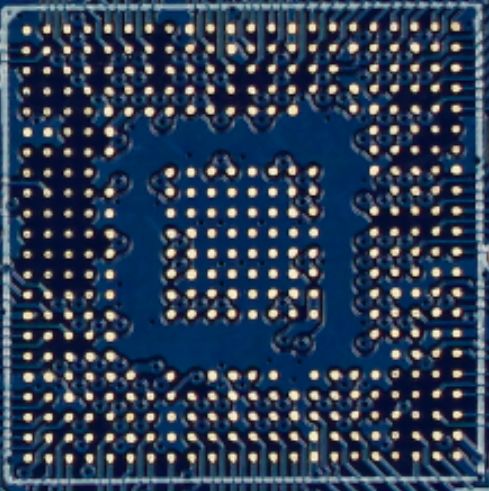
- 对于高密度BGA/ CSP: 焊球本身可视为“等大”接触点,其对应的焊盘通常采用NSMD(非阻焊层定义)设计,这本质上是“全露”设计。而在其周围,可能需要为走线和过孔设计“半盖半露”的阻焊窗口,以平衡布线空间与绝缘可靠性。
- 设计验证: 任何焊盘设计都必须通过DFM(可制造性设计)分析,并建议通过工艺试制(如焊接切片分析)来验证其有效性,特别是对于新产品或新工艺导入。
###
“半盖半露设计”与“等大设计”是面向现代高精度、高可靠性PCBA制造的实用设计哲学。它们从不同角度——前者侧重于阻焊层管理,后者侧重于焊盘几何尺寸——共同致力于简化工艺、降低缺陷率、提升产品品质。工程师在设计多层板方案时,应深刻理解其原理,灵活运用,并与制造端紧密协作,才能将优秀的焊盘设计转化为稳定可靠的终端产品。